

- 首页
- >
- 产品
- >
- 热轧机操作侧工作辊轴承座
- >



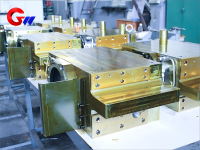


热轧机操作侧工作辊轴承座
热轧机操作侧工作辊轴承座的核心作用及工作条件要求
核心功能
辊系定位与支撑:承受热轧机工作辊的径向载荷(单侧1500~4000kN)和轴向力(≤10%径向力)。
快速换辊接口:一体式液压锁紧机构(压力20-25MPa),换辊时间≤15分钟。
热变形补偿:轧制温度300-600℃时,预留轴向热膨胀间隙0.1-0.15mm/100℃。
- Guangwei Manufacturing Precision
- Henan,Luoyang
- 合同约定
- 年产量500件
- 信息
热轧机操作侧工作辊轴承座
兼容型号
四辊热轧机:带钢宽度800~2200mm,轧制速度≤12m/s。
可逆粗轧机:轧制力波动±25%,冲击载荷频率≥5次/分钟。

热轧机操作侧工作辊轴承座的材料及热处理规范
工作辊轴承座主材质
铸钢牌号:ZG35CrNiMo(优化成分)
元素 | C 0.32-0.38 | Cr 0.8-1.2 | 1.0-1.5 | 0.2-0.4|
性能特点:
高温屈服强度(500℃时σ₀.₂≥550MPa);
低温冲击功(-20℃AKV≥50J)。
关键部件材料
零件材料热处理表面处理
ZG35CrNiMo调质轴承座体+去应力喷丸强化(Sa2.5)
耐磨衬板42CrMo4感应淬火镀硬铬(30-50μm)
密封部件316L不锈钢固溶处理电解抛光
热处理工艺
淬火:850±10℃×4h(油冷,冷却速度≥80℃/s);
回火:580±10℃×6h(空冷,硬度控制HB 280-320);
深冷处理:-80℃,2小时(提高尺寸稳定性)。
热轧机操作侧工作辊轴承座的机械加工及装配精度
关键尺寸公差
项目容差测试方法
轴承孔径(Φ)H6级(±0.015mm)气动仪表+三坐标系
安装面平整度≤0.02mm/m电子水平仪
液压油路跨孔倒角R0.5±0.1mm工业内窥镜
热轧机工作辊轴承座的装配要求
轴承预紧力:圆锥滚子轴承轴向预紧力为0.05-0.08mm(用千分表测量);
密封间隙:径向0.3-0.5mm(迷宫密封),轴向1.0-1.2mm。

我公司在轴承座生产方面具备的以上优势,使得我公司在国内轴承座产品生产方面处于领先地位,生产订单量在行业内领先。公司全体员工将在今后的生产加工中学习同行业先进的管理理念,使公司更好地服务客户,与客户共同成长。
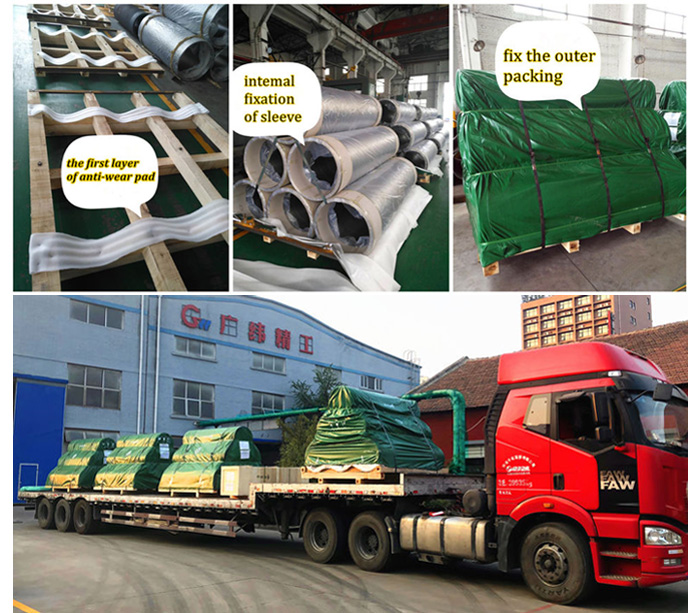
包装
开启美好的一天,请联系 洛阳光威精密制造技术有限公司 对于任意 热轧机操作侧工作辊轴承座 您可能需要主轴维修。
我们拥有技术、设备和知识,确保您 100% 满意。
我们的技术人员经验非常丰富,是业内最优秀的技术人员之一。
来看看我们如何为您节省停机时间并保证您的正常运行。
时间就是金钱,立即拨打电话!



