- 首页
- >
- 产品
- >
- 热轧机传动侧中间辊轴承座
- >



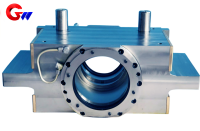


热轧机传动侧中间辊轴承座
热轧机驱动侧中间辊轴承座的核心作用
支撑定位:准确固定中辊,承受轧制力并传递给机架。
动力传输:连接驱动侧的万向轴或变速箱,将电动机扭矩传递给轧机。
润滑与密封:集成油气润滑系统,防止冷却水和氧化皮进入轴承。
- GW Precision
- China,Luoyang
- 合同约定
- 年产量1000件
- 信息
热轧机传动侧中间辊轴承座
热轧机驱动侧中间辊轴承座是轧机的核心部件之一,主要用于支撑和定位中间辊,承受轧制过程中的高载荷、冲击和热传导。
热轧机传动侧中间辊轴承座的应用场景
工作环境
高温(轧制区可达800-1200℃)、高湿(冷却水/润滑剂)、高粉尘
能够承受滚动力(高达数千吨)、交变载荷和振动
需要长期连续运行,维护周期短(通常与更换轧辊同步)
功能要求
准确保持轴承间隙,防止辊偏转
有效传导轴承热量(避免过热故障)
耐磨损和微动磨损(轴承和座孔配合面)
与液压弯辊系统兼容(某些型号需要额外的轴向力)
热轧机驱动侧中间辊轴承座的性能特点
中间滚轮轴承座材质:
铸钢(ZG35CrMo或ZG42CrMo):平衡强度和铸造加工性。
锻钢(34CrNiMo6):用于超高负荷机型,具有更好的抗疲劳性能。
内部冷却通道:循环水或风冷,降低轴承温升。
公司通过长期经验的积累,形成了一套成熟的中间滚轮轴承座生产的机械加工工艺技术:

1、立式加工中心:按视图形状铣削深度5mm找正带(每边留1.5-2mm余量);清理毛刺锐边,以备检验。(首件检验)
2、卧式镗床 :发现正常皮带每个面都预留1.5 -2 mm的余量,视图中沟槽的余量为1.5-2 mm;孔内孔的余量为3-4 mm;每个孔的长度为2-3mm;留出清晰的边缘用于去除毛刺的锐边以供检验。(检验第一片)

在轧机轴承座弯辊块等产品的生产过程中,通过计算机编制优化的加工程序,合理安排工艺方案,确保了驱动侧中间辊轴承块产品质量达到国际一流标准。