

- 首页
- >
- 产品
- >
- 热轧机传送侧工作辊轴承座
- >



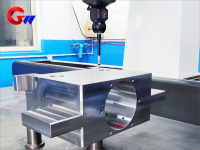
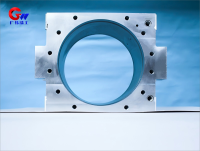
热轧机传送侧工作辊轴承座
工作辊轴承座是GW精密的重点产品之一。
列举热轧机传动侧工作辊轴承座的核心功能和使用要求如下:
核心功能
扭矩传递:负责将主传动系统扭矩传递至工作辊(峰值扭矩可达500kN·m)
动载支撑:能承受轧制力(单侧2000-6000kN)及交变冲击载荷
精度保持:保证工作辊径向跳动≤0.04mm(保证带钢厚度公差±0.15%)
适应工作条件
温度范围:轴承位置工作温度80-120℃(瞬时峰值180℃)
滚动速度:≤15m/s(配油膜轴承时可达20m/s)
滚轮更换频率:≥1次/班(需快速拆卸设计)
- GW Precision
- China,Luoyang
- 合同约定
- 年产量500件
- 信息
热轧机传送侧工作辊轴承座
热轧机传动侧工作辊轴承座的材料及制造标准
主要材质
品牌:ZG35CrNiMoV(特级铸钢)
成分优化:
|元素|C 0.33-0.37|Cr 1.0-1.3|Ni 1.2-1.6|Mo 0.3-0.5|V 0.15-0.25|
性能优势:
高温强度(300℃时σ₀.₂≥650MPa)
疲劳寿命(Δσ=400MPa时Nf≥2×10⁶次)
关键部件材料
热处理后零件材料表面硬度
工作辊体轴承座 ZG35CrNiMoV 调质+时效 HB 300-330
扭矩传动键槽42CrMoA氮化处理HV 800-900
密封端盖采用双相不锈钢 2205 固溶处理,HRC 28-32
热轧机传动侧工作辊轴承座的热处理及表面处理
热处理工艺
A[电弧炉熔炼]-->B[氩气保护浇注]
B-->C[880℃×6h正火]
C-->D[850℃油淬+620℃回火]
D-->E[-80℃×4h深冷处理]
表面强化
轴承孔高超音速火焰喷涂(HVOF)WC-12Co涂层(厚度150-200μm,HV≥1300)
密封面激光淬火(硬化层深度1.2-1.5mm,HRC≥52)

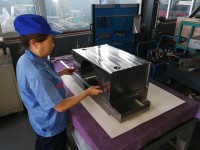
1、立式加工中心: 按视图形状铣削深度5mm找正带(每边留1.5-2mm余量);清理毛刺锐边,以备检验。(首件检验)
2、卧式镗床:发现正常皮带每个表面均预留1.5 -2 mm的余量,视图中沟槽的余量为1.5-2 mm;孔内孔的余量为3-4 mm;每个孔的长度为2-3mm;并留有清晰的边缘,用于去除毛刺的锐边以供检查。(第一张供检查)
3、立式加工中心: 精铣达到(非公差配合面)要求,铣削长度达到找正刃深5mm;镗孔达到要求,每边残余量1≤1.5mm;每个孔长度达到要求,并将孔的两端指向孔中心;保证轴承座的尺寸公差和形位公差。
4、钳工工作:各螺纹底孔定位孔应符合工作辊轴承座的要求。
5、钳工工作:其它油孔及螺丝孔钻孔攻丝;清理并去除锋利边缘的毛刺以供检查。(第一片轴承座以供检查)
六、最终检验: 清理掉毛刺等锐边并送检,出具轴承座检验单。

热轧机传动侧工作辊轴承座检验试验规范
材料检验
成分分析:ICP光谱仪(元素偏差≤±0.01%)
无损检测:
超声波检测(EN 12680-3 1级)
磁粉探伤(ASTM E709,裂纹检测≤0.1mm)
性能测试
检验项目 标准方法 合格指标
静载荷试验 ISO 19973-1 1.8倍额定载荷无变形
动态疲劳试验 DIN 50100 10⁷次循环无裂纹
密封性能试验ISO 5208 A级0.6MPa保压无泄漏
动态检测
动平衡等级:G0.4级(ISO 1940-1)
振动强度:≤2.5mm/s(GB/T 29531)
常问问题
1. 你能做到吗 工作辊轴承座 产品 根据客户的要求?
答:是的,我们可以按照您的具体要求进行。
2.我可以在订购前参观你们的工厂吗 ?
答: 是的,欢迎来我们工厂实地考察。
3.距离贵公司最近的港口在哪里?
答: 上海港是最近的港。
4.工作辊轴承座可以选择不同的材质吗?
答:是的,可以根据您的要求进行选择。
5.工作辊轴承座需要多长时间交付给我?
答:海运通常需要一个半月到两个月的时间。这取决于您的订单数量。
6.你们的包裹封面是什么?
答: 我们使用木箱出口。





