






铜箔轧机用铸钢线轴
****************************GWspool的优势*******************************
1、我公司采用先进的冶炼、铸造工艺,设备配备精确的检测手段,确保铸钢套材料的化学成分可靠、准确,并具有优良的耐腐蚀性能。
2、采用离心铸造,保证铸钢套内外表面无裂纹、夹渣、气孔、砂眼等缺陷。
3、采用成熟的热处理工艺,保证钢套的力学性能。
钢套热处理说明:
对于有特殊力学性能要求的铸钢线轴,我们会进行严格的热处理,并进行相应的力学性能检测,确保每一件产品都达到最佳状态,为客户带来良好的效果。
采用我公司自主研发的专用设备——钻孔机,并获得国家专利,该设备刚性好,无需回位夹具和机台,加工精度高。
我公司通过不断改进,形成了完整的加工工艺体系,确保了轴套的同心度、圆柱度、对称度、动平衡等。
具体精度公差、几何精度公差严格按照客户要求。
- GW Precision
- China,Luoyang
- 合同约定
- 钢轴年产能4000件
- 信息
铜箔轧机用铸钢线轴
| 铸钢线轴 | 材料 | 规格 |
| 用于铜箔轧机 | 35CrMoV | 565*505*1600 |
| 35CrMoV | 665*605*2000 |

铸钢线轴的机械性能(淬火+回火)
Cr-Mo-V合金热处理后的典型性能如下:
性能指标典型测试条件
室温下硬度 HRC 48-52,洛氏硬度(ASTM E18)
拉伸强度(σ₆) 1500-1800 MPa 室温拉伸强度(ASTM E8)
屈服强度 (σ ₀) 2) 1200–1400 MPa
伸长率(δ)10-15%标距50mm
冲击韧性 20-40 J/cm² 夏比缺口冲击试验
红硬性:600℃时硬度≥HRC38,高温维持1小时后测试
铸造钢管生产工艺
我们采用自主研发的专用设备——孔钻机床,并已获得国家专利。该机床刚性好,无需回位夹具和机床,加工精度高。通过不断改进,我公司形成了一套完整的加工工艺体系,确保铸钢轴的同心度、圆柱度、对称度和动平衡。具体精度公差和几何精度公差均严格按照客户要求进行。
铸钢轴套毛坯将在我公司自主研发的钻孔机上进行加工。钻孔机可调整轴套毛坯使孔径前后端同心,从而实现平稳切削,提高加工精度。切削过程中工件固定不动,不旋转,刀轴旋转切削内孔的方式避免了锥度或其他形状的误差。切削过程中排屑顺畅,提高了加工表面的光洁度,不易划伤加工表面。
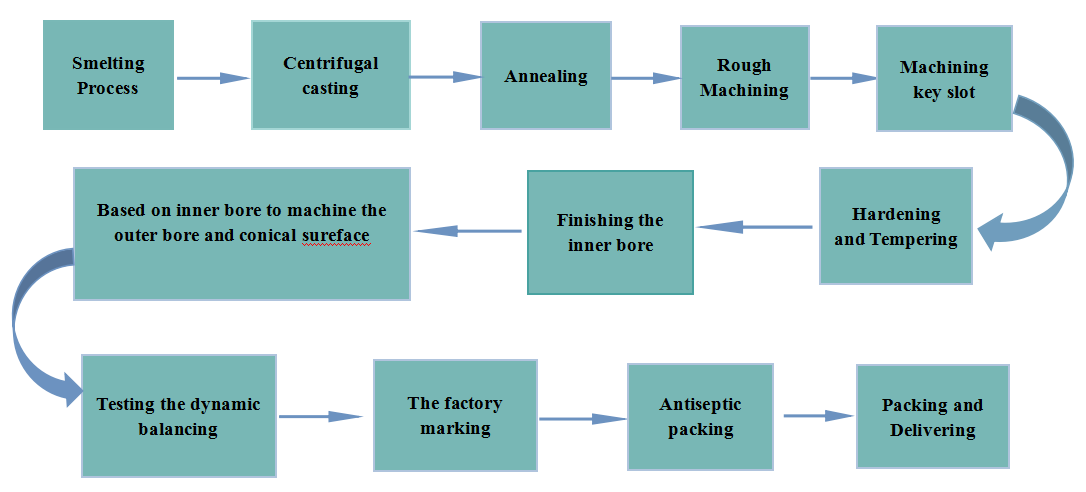
钻孔加工完成后,铸钢轴套在双自定心数控机床上进行加工(该机床是我公司多年研制高精度大尺寸双自定心数控机床的经验积累而开发出来的)。轴套两端装有液压支撑卡盘,可快速定位在内孔两端,保证内孔两端的同心度在允许的公差范围内;机床开始加工外圆,保证内外圆的同心度在允许的公差范围内,两端内孔的锥面也同心在允许的公差范围内。

铸造线轴的动平衡测试
在检验方面,为了维护客户的利益,保证铸钢线轴产品有更好的品质,除了常规的尺寸检验外,还对热处理后的机械性能进行了各种检测。环带动平衡机可进行100%动平衡试验。



